Stress relieving of engineering plastics, also known as annealing, can play an important role in the quality of machinable plastics and machined plastic parts. Many of the high quality materials including engineering plastics and high performance materials are run through a specific annealing process by the manufacturer to reduce internal stress in their plastic shapes that occurs naturally through the extrusion or molding process. Stress relieving of engineering plastics helps to provide machinists and fabricators with the best possible dimensional stability and ease of machining and fabricating.
What Causes Stress in Engineering Plastics?
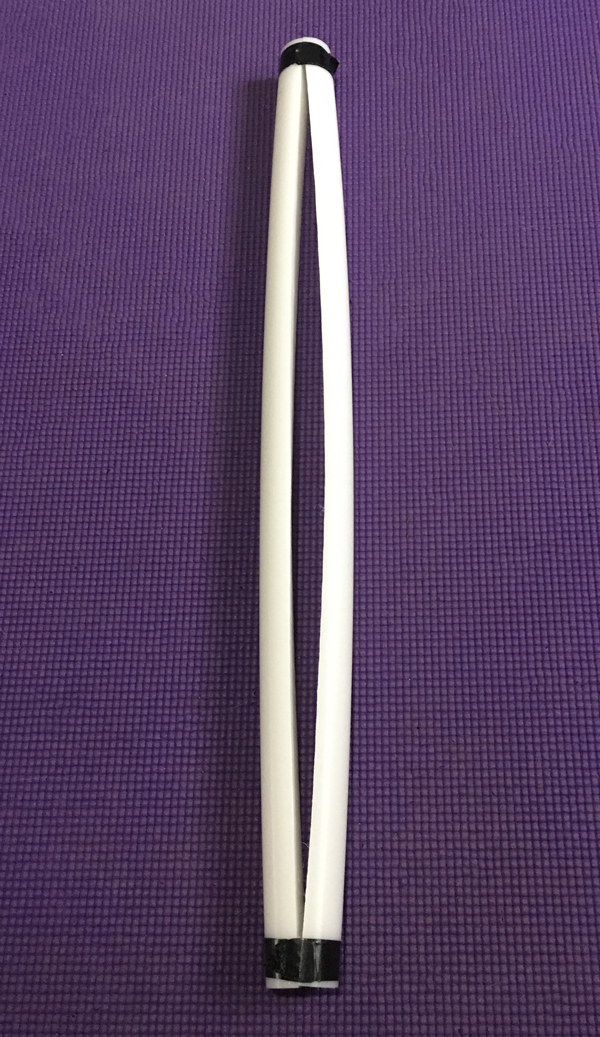
Plastic rod that has not been stress relieved cut through the centerline
Plastics that are formed through extrusion into stock plastic shapes are pressed or pushed through a profile die to create the shape. The stress that is introduced into the material during extrusion is not relieved in this part of the process because the plastic resin sets up as soon as it comes out of the extruder. Instead the stress remains in the plastic. The tell tail signs of stress in plastics are:
- Warping and distortion
- Reduced physical properties
- Cracking
- Changes in finished part dimensions
However, plastics machinists can also do annealing as part of their machining process. Depending on the particular plastic material, a specific cycle of heating and cooling the plastic shape or the machined plastic part is done by using an annealing oven that allows for precise temperature and timing control. When this process is done properly it can enhance the lifespan of machined plastic parts. The image to the right is an example of a stock shape that has not had any stress relieving (annealing) performed on it and what happens when it is cut down the centerline.
Machining Practices that can help Reduce Stress Build-Up
Internal Stress caused by machining a plastic shape into a part can also be an issue. It can harm the integrity of a part and lead to premature part failure and reduced performance of plastic parts. The best guide on this is the manufacturer instructions and guides for the type of material you are machining. For example acetal performs very differently from nylon etc. But there are a few general causes of stress created during the machining process that you can be on the lookout for:
- Be sure your tools are sharp, razor sharp
- Make sure the tool is designed for the job. Make sure it is the right angle, size type of material
- Watch feed and speed rates to ensure you aren’t allowing excessive heat to build up
- Coolants can be used, but be aware of how a coolant may affect a specific type of plastic. If you cannot use a liquid coolant, air cooling might be an option
- If you have highly critical dimensions your part must meet. Consider machining these final dimensions with a light cutting after annealing a rough shape
- Are you balancing? If machining multiple sides try to plan on balancing the machining of each side to be as equal as possible. Balancing the machining can help to prevent centerline warping
Annealing plastics can directly affect the quality of your finished plastic parts. You can optimize the integrity and dimensional stability of your machined plastics and reduce the potential expansion and/or shrinkage of the plastic. If and when you do an annealing process there are a couple of things to keep in mind for that as well:
- Do you have very thin or thick sections? This can alter the heating and holding time needed
- Fixture parts in the annealing oven to help prevent distortion
- Rod reacts in a radial fashion while sheet most often has curling or flatness issues
- Polycarbonate and polysulfone are very sensitive to stress cracking
- Do you have screw threads? The stress from the screw partnered with machining stress can add up to shortened part life. Reducing the stress from machining can help boost part life by eliminating the machining stress
Which Engineering Plastics can Benefit the Most From an Annealing Process?
While some plastics may not need stress relieving there are a few engineering plastics that nearly always benefit from a post-machining annealing process. These include:
- Ultem®
- PEI
- Torlon®
- PAI
- Transparent materials post-machining annealing can help reduce or minimize stress crazing
Whether or not you opt to stress-relieve an engineering plastic involves any number of factors and a talk with your plastics expert at your distributor or manufacturer can go a long way in helping you to make the best from your engineering plastics.
To learn more about engineering plastics and engineered plastics solutions visit our online catalog at onlineplastics.com
For questions about engineering plastics or how to work with them please contact us.