TKMNA AIN Plastics Business Development Team Is Dedicated to Providing Solutions to Your Engineered Plastic Needs.
As a Distributor of Engineered Plastics we serve many Industries. We supply Fabrication Machine Shops as well as OEM Manufacturers. We work with Design Engineers, Product Developers, Maintenance Specialists, and more. Serving so many industries provides many challenges, so how does AIN Plastics maintain a high level of customer service, satisfaction, good value, and keep up with the thousands of options available in engineered plastics? We have a team. That team includes the Inside and Outside Sales people everyone works with on a day to day basis. We also have 11 branches throughout the US operated by Branch Managers and Fulfillment teams. But we also have an additional team of Industry Segment Managers, (aka Business Development Team) who work across all AIN Plastics locations. This team is comprised of members that between them hold an incomparable amount of knowledge and passion in key industries we serve. Their goal is to assist both the AIN team and our customers by providing knowledgeable support. That support may include training and education, evaluation of applications for material selection and problem solving. In addition the Business Development team uses their depth of Engineered Plastics to find applications that may benefit from an Engineered Plastic solution over traditional materials like metals.
Each Industry Segment Manager focuses on one of the following industries:
- Oil and Gas / Pump and Valve
- Power Distribution
- Medical and Life Sciences
- Orthotics and Prosthetics (O&P)
- Transportation
In addition we have an Industry Segment Manager that focuses solely on the high performance DuPont™ Vespel® materials which are often specified by Design Engineers for applications in Aerospace, Plastics Processing, Semiconductor and other highly demanding industries. By focusing on how we can assist people and educate others in the proper selection and use of engineered plastics we have found we can help customers find ways to improve or enhance applications, reduce costs, and improve efficiency and safety. The AIN Plastics Business Development team all have hands on experience within the plastics industry and in machined parts that provide a base of knowledge they each build on. Because we work with all the major manufacturers of engineered plastic materials, we have the widest selection of products to consider for solutions. Our Industry Segment Managers also have the opportunity to constantly add training and knowledge to their skills directly from the manufacturers and then share it with customers. We see our job as a distributor as an opportunity to make your job easier and your business successful. In essence we see ourselves as a bridge between customers and suppliers and a partner who brings value.
Meet the Business Development Team
Oil and Gas / Pump and Valve –
 Email: Kendall.Montague@thyssenkrupp.com
Email: Kendall.Montague@thyssenkrupp.com
Phone: 314-502-0813
Kendall Montague is a veteran of the plastics industry with over 15 years of experience. He earned a degree in Economics from Southern Illinois University. Previous to that Kendall enjoyed a 10 year career as a PGA Club Professional in the greater St. Lous area. After that he transitioned into the plastics industry. Through the IAPD, he has earned the Level 1 and 2 Professional Sales Certifications. Kendall was attracted to AIN Plastics after meeting thyssenkrupp Materials NA, AIN Plastics Division President John Shepherd during a national materials conference. John’s enthusiasm and vision were shared with Kendall during a team building exercise, and Kendall was left with an impression of the organization that directly aligned with his value-added selling approach. Kendall focuses on working with OEM and MRO Engineers throughout the Oil and Gas industry assisting them with application specifics in thermoplastics material selection. He has also helped develop custom design fabrications that work well with specific CNC equipment. His fabrication experience, a skill learned early in life from his father and developed during his career, is also a valuable tool he brings. His typical focus applications include bearing, valves, and pump components found in the Oil and Gas markets.
In his spare time Kendall loves being physically active, and especially enjoys biking, running half marathons, and hiking. His passion for running connected him with a fitness group called Road Runners Club of America (www.rrca.org) and he is now one of the over 4,600 members here in the USA, and 16 other countries. Team members can be distinguished by their signature purple camouflage apparel in races and club members range in age from 4 to 85. The group’s only requirement is that, “you have a true desire to maintain and improve your own fitness.” When he’s not participating in half marathons, Kendall enjoys spending time with his childhood sweetheart Jennie whom he met at the age of 13. Home base for Kendall is in the greater St. Louis area but he travels to customers throughout the US to provide hands on support.
 Power Distribution –
Power Distribution –
Email: Trevor.Drake@thyssenkrupp.com
Phone: 248-233-5600
Trevor Drake is AIN Plastics Industry Segment Manager for the Power Distribution Industry. Trevor has a well rounded background in business and industry. He is a Canada native who got his start as a plant supervisor in the automotive industry after graduating from the University of Windsor. After completing his MBA in Business Finance, Trevor joined thyssenkrupp Materials NA where he worked as part of the finance team before focusing on Sales and Marketing. Trevor has been with the AIN Plastics Division for over 10 years.
Through his diverse career, Trevor has developed key skills that are of great value. His vision on Proficiency, the importance of urgency, and his entrepreneurial spirit serve him well. In addition he brings valuable insights from his time in manufacturing plants. Trevor spends his time in the Transportation and Power Generation sectors, focusing on Insulating materials like GPO, Phenolics, Polycarbonates, and other Engineering Plastics.
When Trevor is not working to create solutions for his customers, he enjoys watching his two sons and his daughter develop their talents in sports. He appreciates that he can continue to do what he loves while still enjoying the climate and atmosphere of Canada.
 Medical / Life Sciences –
Medical / Life Sciences –
Email: Dave.Piperi@thyssenkrupp.com
Phone: 914-490-1438
Located in the New York, New Jersey area is Industry Segment Manager Dave Piperi. Dave is an expert in the Life Sciences, Medical, and Analytical Instrumentation Markets. Dave’s experience in our business is very deep. Starting as an Inside Salesman gave him a strong education in Engineering Plastics. Moving to Outside Sales, then Branch Management expanded his experience. He was particularly interested in AIN Plastics because of its leading role in supplying High Performance Medical Grade Materials.
Dave has assisted customers and led AIN’s growth by developing applications for lab testing equipment used throughout the analytical and bio-pharma areas. Dave supports customers and design engineers by working with them and sorting through the many requirements (including specific industry certifications) and providing engineered plastic solutions. These solutions deliver real world benefits that help improve their products, increase service life and more.
Outside of his work at AIN, Dave enjoys time with his family, watching his son play sports, and relaxing on the beach.
 High Performance Materials / DuPont™ Vespel® –
High Performance Materials / DuPont™ Vespel® –
Email: Paul.Hanson@thyssenkrupp.com
Phone: 770-362-9712
For high performance DuPont™ Vespel® Material, Paul Hanson is the go to person. Paul has been working in the Plastics Industry for over 23 years, with experience in the Manufacturing as well as Distribution fields. After earning his Bachelors Degree in Business Finance and his MBA in Business Administration, he moved from Minnesota to Georgia to enter the Plastics Business. Paul has held management positions in Manufacturing and Distribution, as well as Field Sales and Training, Paul has a unique depth of experience in the field. He was attracted to AIN Plastics because of the company’s long history as a leader in Engineered Plastics. As an Industry Segment Manager Paul uses his expertise to support the AIN Sales team and their customers in the selection of the right materials for specific applications, often replacing metals and other traditional materials with plastics. Paul works closely with the DuPont™ Vespel® organization and brings that experience to our customers, focusing on the Aerospace and Semicon Industries.
Outside of AIN, Paul enjoys spending time with his wife of 32 years, Sara. They enjoy golfing, traveling, and spending time with their families. On many weekends you can find him at his brother in law’s drag-strip in Middle Georgia. His goal is to be racing there soon in a hot Camaro!
 Orthotics and Prosthetics –
Orthotics and Prosthetics –
Email: Scott.Moore@thyssenkrupp.com
Phone: 813-215-8323
Scott Moore is a Florida native who leads our efforts in the Orthotics and Prosthetics Marketplace. Scott studied Criminal Justice Standards at Polk State College, but soon found his way into the Plastics Industry. His 20 year career started as an Inside Sales Representative for one of our strategic suppliers, Quadrant Engineering Plastics. That experience led him to promotions at Quadrant including Inside Sales Manager, Territory Manager, and Team Leader for the Power Transmission Division.
He joined AIN Plastics Business Development Team in 2010 where he focused on DuPont™ Vespel® and Medical Grade Materials. Scott moved back to Florida as the Branch Manager for AIN Plastics Tampa, where he became heavily involved in the growing demand for Orthotics and Prosthetics materials. His materials experience was valuable in rapidly growing our position in this market.
Scott has developed special labeling for our O&P thermoforming products which is of great help to the industry. He has also expanded our offerings to include adhesives, foams and cork, creating a full market basket. Most recently Scott introduced a unique clear unbreakable material that is ideal for check / test sockets. As our Industry Segment Manager for O&P, Scott spends his time working in the Field with our Sales team as well as managing the relationships with our National Accounts. Scott leads our efforts to bring AIN Plastics O&P Materials online as an OPIE Integrated Supplier.
At home, Scott enjoys spending time with Diep, his wife of 14 years, and their two daughters Kayla and Kara. He also finds time to continue his passion for playing the drums, a lifetime enjoyment. He also loves to fish and hunt, and most recently teaching one of his daughters to fish as well.
 Transportation –
Transportation –
Email: Thomas.Price@thyssenkrupp.com
Phone: 678-230-7944
When it comes to materials for the Transportation Industry, Thomas Price is our resident expert and Industry Manager. Thomas has over 20 years of Plastics Industry Experience, from Key Account Management to Branch Distribution Management. A graduate of West Virginia institute of Technology, where he studied Design Engineering, Thomas brings great skills to AIN Plastics. His primary focus has been on Engineered Plastics used in Aerospace, but also is an expert in Transit and other related Transportation fields. The newest of the AIN Business Development team, Thomas joined in 2014. He was attracted to AIN Plastics because of the professionalism displayed by the company, and his familiarity with the transportation industry. Thomas prides himself on being able to relate to the issues of his customers, as well as the product manufacturers. He takes an active role in problem solving throughout the supply chain, which makes him a valuable member of our team.
Thomas works out of the Charlotte, North Carolina area, but you can find him most anywhere in North America where Aircraft Interior components are designed, manufactured, and installed.
In his spare time he enjoys being a loving father to his three girls, participating in competitive target shooting, and many other outdoor activities.
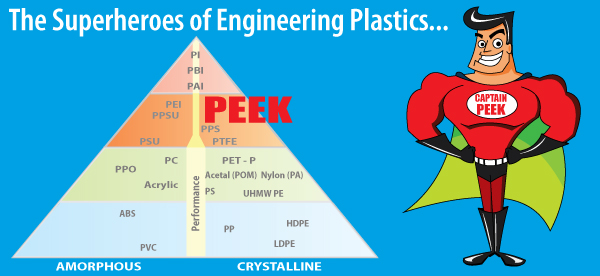
In the world of engineered plastics finding the right material can seem like looking for a needle in a hay stack. As an Engineering Plastics Distributor we look to add value not just by carrying the most demanded products, from all of the Major Manufacturers, but also by being experts in the use and selection of these materials. We can also help you in the Fabrication of these materials into parts … from prototype to full production runs. Through our Business Development Team and Sales Team we live in the manufacturing plants of America, and we are happy to consult and teach what engineered plastics can do for you. Do you need to reduce noise? Do you need parts that last longer? Would you like to eliminate the need for lubrication? If you answered yes, then we can help. As your trusted partner in the distribution supply chain, we look not just at selling a piece of plastic but at providing Engineered Plastics Solutions that help you to get the right plastic material for your application.
 Scott Petrowski
Scott PetrowskiDirector of Supply Chain Management
ThyssenKrupp Materials NA
AIN Plastics Division
Like this:
Like Loading...






































{kind=link}