Thanks to Brad Nelson, a Quality Manager in the Food Industry for sharing his experience on our blog. Recalls in the food industry can cause massive losses and even worse, cause harm if people, pets or livestock are directly affected before a food contamination issue is caught. In other industries lines can be shut down and safety can be an issue. As a distributor of engineering plastics we think there is often no better way to learn than by hearing the stories of those who are willing to share their experiences and what they learned so we truly appreciate Brad sharing his experience of engineered plastic solutions with us on our blog. Knowledge of materials is more than the question of how much, it’s a question of what is the right material for an application.
 Brad’s Story –
Brad’s Story –
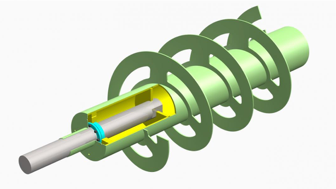
ABOUT 5 Years ago, there were a series of events that transformed some of my thinking within the Food Manufacturing Industry. While working as a Quality Manager within the industry, we had come to find that we were having premature failures of some hanger bearings in a variety of screw-type augers. (See image) Unfortunately the mode of detection came from an employee who witnessed the plugging up of extruder die heads. These, of course, had been running for several days by that point, and we had no idea when the thermoplastic ‘bearings’ had begun to melt, extract themselves from their metal housings, and become a potential food safety issue. After a long and arduous investigation, there were several hundred thousand pounds of product that were on hold and subsequently destroyed. As one would expect, senior management was extremely concerned about repeat issues. Through several rounds of research, we determined that the primary failure mode was a maintenance practice issue, in that they were misaligning the screws creating a slight wobble that would wear the bearing faster than normal and then begin a spin that then would heat and melt the thermoplastic. Round one of preventative action: let’s change our maintenance practices. Worked great!
For a time… then we came to discovery number 2. Again, we found ourselves in a similar predicament of product destruction and direct emails from executives to “figure this out”. Not that that helped, but it certainly adds to the stress. We approached our supplier of the hanger bearings about different materials to use – we discovered that they were experimenting with various metal impregnations at different levels. We were very willing to be the guinea pig at that point, and gave them the green light to manufacture various levels of impregnated material into the resin. I was a skeptic, and a fairly harsh one at that. I made the team run through a Probability of Detection trial on various detection devices (Metal Detectors & X-ray) to see what size, shape, and mass we could detect at 100%. We then compared this data to our MTBF (Mean Time Between Failures) data on the bearings. We managed to find a happy medium of detectability and of life-length.
The rest of the story you ask? Well, we found that fixing the screw alignment was only part of the failure mode for the assemblies, and found other mechanical changes necessary when it came to the longevity of the plastic components. But, before we knew it, we discovered something else. This time, it proved to be our metal detector on the end of the processing line. A couple of shifts had gone by with Maintenance trying to ‘fix’ the problem of the continued rejections. The report had surfaced in our daily production meeting. I questioned it several times; only to receive the response back that “we didn’t find anything”. I decided to go look for myself, and sure enough, I took some of the rejected material (> 200 lbs. worth) over to our off-line sensitized metal detector. Shazam, I found this blueish powder in the reject bucket after just a few scoops. Guess where that came from? You guessed it, the hanger bearing assemblies further upstream.
Lessons learned: ‘detectable’ thermoplastics work, and they work great! Design and Food Safety Planning are the keys to success. Advising and training your plant floor on what to look for in failure modes is critical. For the few pennies / dollars more per unit you pay upfront, you avoid many a headache in the future!
Guest Blogger
Brad Nelson
Quality Manager
We hope to bring more stories like this in the future. As more engineering plastics like the detectable materials Brad talked about are developed we need to understand how these can really work as part of the whole. How are engineering plastics affected by the materials around them, how can quality and maintenance teams quickly find potential part failures, and how these amazing materials can bring safer more reliable conditions. Keep up with us here on our blog and check out our online catalog at onlineplastics.com. On this site you can easily find items like Ultra Detectable materials, the latest in FDA compliant engineered plastics solutions for the food processing industry as well as many other well known plastics plus articles on industries and more.
Like this:
Like Loading...